衡水中能通用機(jī)械有限公司
位于河北省衡水市桃城區(qū)����。北京南300公里,臨近106國(guó)道��,大廣高速���,京九鐵路����,交通十分便利���。本公司占地面積38000平方米���,其中建筑面積20000平方米��,現(xiàn)擁有固定資產(chǎn)1200萬(wàn)元����,流動(dòng)資產(chǎn)1800萬(wàn)元�����,專業(yè)技術(shù)人員40多人�,職工干部200多人。
輸送機(jī)械設(shè)備及配套設(shè)備生產(chǎn)廠家
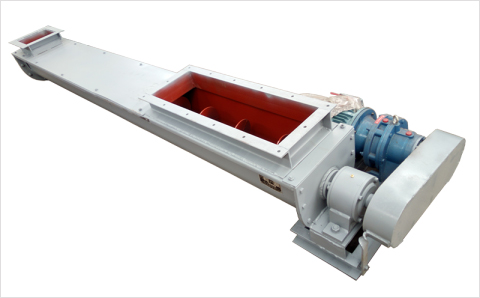
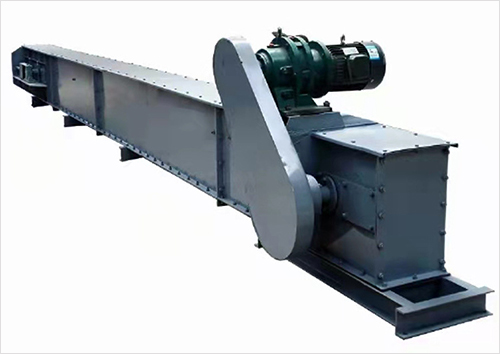
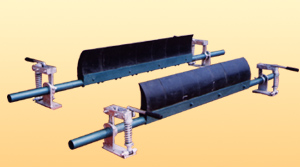
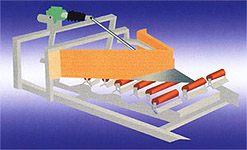
本公司是生產(chǎn)輸送機(jī)械設(shè)備及配套設(shè)備的一體��,主營(yíng)產(chǎn)品:TD75�、DTII、DJ型大傾角輸送機(jī)���、斗式提升機(jī)�、螺旋輸送機(jī)����、井下輸送機(jī)及托輥已獲得煤礦礦用產(chǎn)品安全標(biāo)志證書�。
品質(zhì)服務(wù)���,質(zhì)量保障
本公司生產(chǎn)技術(shù)力量雄厚��,擁有先進(jìn)的生產(chǎn)設(shè)備200多臺(tái)套��,有完善的檢測(cè)儀器30多臺(tái)套���,產(chǎn)品暢銷我國(guó)二十多個(gè)省���、市�、自治區(qū)并有部分產(chǎn)品出口沙特阿拉伯�、越南、俄羅斯等國(guó)家和地區(qū)���,產(chǎn)品深受國(guó)內(nèi)外客戶的一致贊譽(yù)����。
完善的售后服務(wù)
從生產(chǎn)到銷售提供整體的解決方案����,24小時(shí)快速響應(yīng)�����,銷售熱線:13831888116

 掃一掃 加關(guān)注
掃一掃 加關(guān)注